星凱XK1625旋轉刀切割機操作流(liú)程
一、對刀
1.1 手動對刀
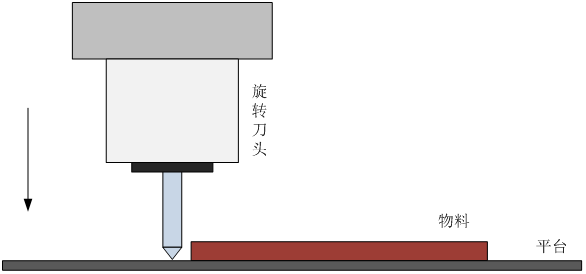
1.在(zài)待(dài)機界麵,按Z+,Z-鍵(jiàn)移動(dòng)旋轉刀到物料切割(gē)位置,如(rú)圖
3. 按小數點鍵“.”,彈出記錄位置界麵,按確定鍵(jiàn),記錄當前旋轉刀所在的位置。這個位置就是在加工的過程中,旋轉(zhuǎn)刀(dāo)下降的位置。
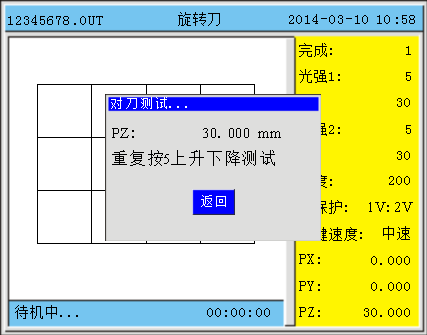
4.按Z- 將旋轉刀移動(dòng)到(dào)最高處,按數字5鍵,測試對刀(dāo),此時彈出如(rú)圖界麵。此時切割(gē)頭將(jiāng)自動下(xià)降到剛才記錄的對刀位置,並且在界麵中顯示當前Z軸的坐標。在(zài)該界麵中,再次按數字5鍵,切割頭可以上抬到完成上抬(tái)高度指(zhǐ)定的位置,如對刀位置為30mm處,完成上抬高度為20mm,那麽,上抬時的位置為(wéi)10mm處。如果在測試過程中需要緊急停止,可(kě)以按暫停鍵,停止運動。重複按5鍵上升下降測試,按ESC 鍵退出測試。
1.1.2 自動對刀(dāo)
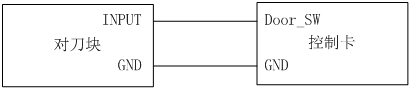
1. 工作前,已經配備對刀塊(kuài),接線方式如下(以下接法為低電平有效)。如(rú)果對刀塊時高電平有效,請參考具體對刀塊的(de)接線圖,控製卡的對(duì)刀塊信號(hào)接口為Door_SW端子。注意,高電(diàn)平有效(xiào)時,需要將(jiāng)設備參數中的對刀(dāo)塊極性(xìng)改為“正極”。
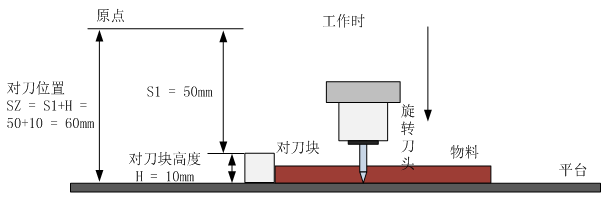
2. 在設備參數中設置好對“對刀塊高度(mm)”H,如下圖H = 10mm。
3. 將旋轉刀頭,移動到對刀塊上麵。
4.在待機界(jiè)麵(miàn),按數字“0”鍵,啟動自動對刀,按(àn)確定鍵執行。此時旋轉刀頭往下移動,移(yí)動速(sù)度為(wéi)Z軸 停止(zhǐ)速度。如圖所示。
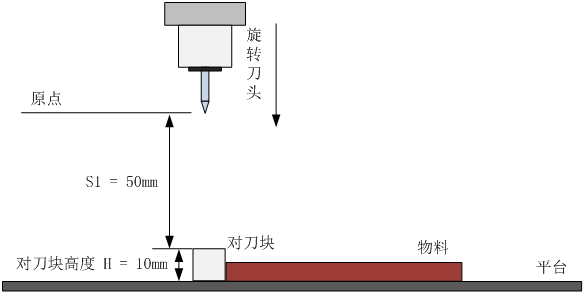
5.當(dāng)刀頭觸碰到對刀塊後,停止下降,同時記錄當前Z軸的坐標值,如圖所示為S1 = 50mm。此時,實際的對刀位置SZ = S1+H(碰到對刀塊(kuài)的位置+對刀塊的高度),記錄保存。最後,旋轉刀頭往上返回原點位置。此時,自動對刀完成。
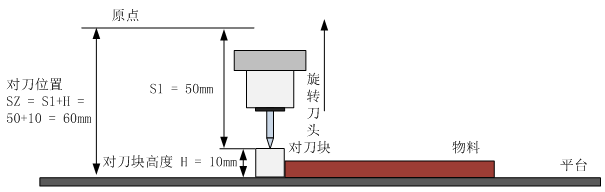
6.假定對刀塊的高(gāo)度為H = 10mm,則對(duì)刀位置為SZ = S1+H = 50+10 = 60mm。則對(duì)刀位置為物料底部到原(yuán)點的位置。工作的時候,旋轉刀將自動下降到60mm的位(wèi)置執行切割。如圖。
7. 對刀完成(chéng)後,可以按數字鍵“5”測試(shì),對刀位置是(shì)否正確(和手動對(duì)刀第4步一樣)。注意測試時,將(jiāng)切(qiē)割頭移開對刀塊,否則會撞到對刀(dāo)塊。
1.2主軸和壓料棍控製
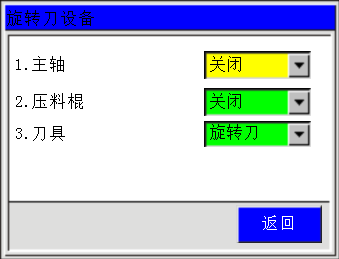
在(zài)待機界麵,按數字6鍵,進入控製界麵,在這個界麵中可以控製主軸和壓料棍的開關(guān),如主軸,選擇為打開,表示啟動(dòng)主軸,選(xuǎn)擇為關閉,表示停止主軸。在這個(gè)控製界麵下(xià),可以快速切換刀具,如果需(xū)要選擇旋(xuán)轉刀切割,將刀具(jù)選擇為旋轉刀。
1.3刀具切換(huàn)
在待機界麵,按數字6鍵,進入控製界麵(miàn),可以快速選擇刀具為旋(xuán)轉刀。當選(xuǎn)擇為旋轉刀時,控製卡將采用旋(xuán)轉(zhuǎn)刀切割,工(gōng)作時,先(xiān)開啟主軸,然後延時一段時間後,等待主軸運轉刀額定(dìng)轉速後,下降切割,空程時,上抬到指定高(gāo)度,完成時,回到完成上抬高度指定位置,然後關閉主軸,等待主(zhǔ)軸停止後,退出加工。
1.4 加工流程
1. 當需要(yào)旋轉刀切割時,將刀具選擇為旋轉刀。
2. 放置切割物料,然後按數字6鍵,將壓料棍打開,壓料。(如果有壓料裝置的話。)
3. 執行對刀,按Z+/-鍵(jiàn)移動切割頭到達(dá)物料切割位置(zhì)。按小(xiǎo)數點“.”鍵記(jì)錄對刀位置。
4. 如(rú)果(guǒ)有對刀(dāo)塊,請操作(zuò)4.1.2節,執行自動(dòng)對刀。
5. 按數字5鍵測試對刀位置是否正常(cháng)。
6. 移動XY軸,將切割頭移動到定位點位置,按定位鍵。
7. 按開始鍵切割。加工時,先開啟(qǐ)主軸,等待(dài)主軸運行到額定轉速後,下降切割,空程時,上抬到指定高度,完成時,回到完成上抬(tái)高度(dù)位置,然後關閉主軸,等待主軸停止後,退出(chū)加工。
1.5注(zhù)意事項
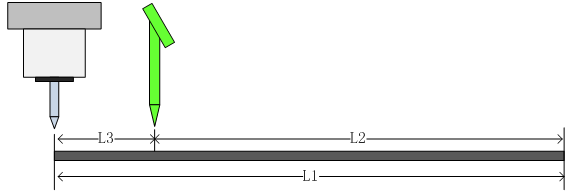
1. X向幅(fú)麵:當機器同時配備旋轉(zhuǎn)刀和激光時,由於兩個切(qiē)割頭(tóu)是在X方向並排的,而兩個頭之(zhī)間是有間隔的,因此,每個(gè)頭能夠切割的(de)範圍比機器幅(fú)麵(miàn)要(yào)小,如圖每(měi)個頭的實際幅麵為L2 = L1(X向機器幅麵)-L3(兩頭間距)。此時需要將X軸的最大坐標設(shè)為L2。如果隻有旋(xuán)轉刀設備(bèi),X軸(zhóu)的最大(dà)坐標可以為L1。
以上(shàng)為我公司整理方便廣大客戶朋友使用的教程,如有任何問(wèn)題可以電話聯(lián)係我(wǒ)司!


